






Produse




Unelte de frezat de înaltă eficiență
Materialul produsului
Luați ca exemplu pantofii cu fund plat:
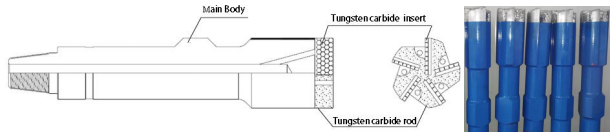
Corpul principal adoptă oțel aliat de înaltă performanță (4145H) pentru a asigura funcționarea lină și eficientă în diferite situații de presiune de foraj și viteză de rotație. Între timp, adoptăm carbură de tungsten de nivel înalt pentru a obține o frezare rapidă. Stabilizatorul și fusta exterioară pentru moara de gunoi și moara conică pot fi proiectate după necesități.
Inserție din carbură de tungsten
·Superloy
Bun de umplutură pentru pepene verde, mori de sfoară și conic.
Bun spate pentru morile de vechituri.
Gamă largă de dimensiuni disponibile.
Cel mai robust.
· Muncher de metale
Freză mai rapid decât uneltele de frezat convenționale.
Reduce presiunea necesară de găurire în timpul frezării.
Lasă tăieturi mai netede, fără buze pentru ca resturile să atârne.
Produce resturi cu dimensiuni similare.
Tăiați metalul în loc să îl șlefuiți.
· Opti-cut
Resturi mai mici.
ROP mai rapid.
Viață mai lungă.
Cerințe mai mici de presiune și cuplu.
16 puncte de tăiere și 8 muchii de tăiere pentru fiecare tăietor.

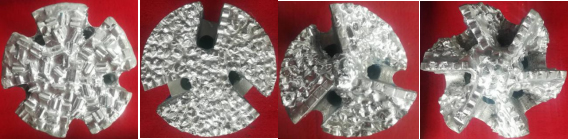
Categoria de produs
Moara de gunoi concavă/plată/lamă cu fund
Folosit pentru freza, con, indicator de diametru, dinți graple, țeavă de spălare, articulație pentru instrumente de foraj, accesorii pentru pompe de puț adânc, ambalator, distribuitor de apă și alte instrumente de foraj mai lungi.
Moara de gunoi Petrozhr este disponibilă în diverse configurații și geometrii. Ingineria noastră avansată a morii și sudorul cu experiență asigură o structură de tăiere consistentă și durabilă pe fiecare moara de gunoi.

Tab. 1 parametru plat/concav/lamă cu fundul lamă
| Diametrul forajului. Mill Shoe OD Lungime recomandată (mm) (mm) Filet (mm) | PN Plat | PN Concav | PN Bladed |
| 95,2- 101,6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107,9- 114,3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117,5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139,7 121 2-7/8REG 250 | JM121FX | JM121CX | JM121BX |
| 142,9- 152,4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155.6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187,3 156 3- 1/2REG 250 | JM156FX | JM156CX | JM156BX |
| 190,5-209,5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212,7-241,3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244,5-269,9 232 4- 1/2REG 250 | JM232FX | JM232CX | JM232BX |
| 273-295,3 257 6-5/8REG 250 | JM257FX | JM257CX | JM257BX |
| 298,5-317,5 279 6-5/8REG 250 | JM279FX | JM279CX | JM279BX |
| 320,6-346. 1 295 6-5/8REG 250 | JM295FX | JM295CX | JM295BX |
| 349,3-406,4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406,4-444,5 381 6-5/8REG 250 | JM381FX | JM381CX | JM381BX |
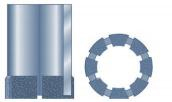
Pantof rotativ
Pantoful rotativ adoptă material din carbură în interiorul cilindrului pentru a tăia circumferențial partea superioară a peștelui neregulat și a repara treptat partea superioară a peștelui deteriorată într-un cerc, cum ar fi tubulatura, corpul carcasei etc.
[Notă: Deoarece diametrul interior al dintelui de frezare al pantofului rotativ este mare, cuplul invers este mare, astfel încât presiunea scăzută și modul de rotație lentă ar trebui adoptate în utilizarea pantofului rotativ. În general, presiunea de foraj nu trebuie să depășească 10 KN și viteza de rotație nu trebuie să depășească 50 r/min.]

Tip A
Tăiați metal, ciment și formare.
Tăiere pe OD și pe fund.

Tip B
Tăierea metalului unde spațiul liber este mic.
Tăiere pe ID și pe fund.
Tip C
Formarea tăieturii.
Tăiere pe OD și pe fund.

Tip D
Tăiați formația și peștele în același timp.
Tăiere pe ID, OD și fund.

Tab.2 Parametrul pantofului rotativ
| Carcasă/foraj Dia. | OD pantof rotativ (mm) | Pantof rotativ Lungime (mm) | Filet recomandat | PN Pantof rotativ | |
| 4in | 101,6 mm | 95 400 | FJWP | TXX095 | |
| 5- 1/2 in | 139,7 mm | 114 500 | FJWP | TXX114 | |
| 5-3/8in | 146,05 mm | 118 500 | FJWP | TXX118 | |
| 6-5/8in | 168,28 mm | 136 425 | FJWP | TXX135 | |
| 7in | 177,8 mm | 152 450 | FJWP | TXX152 | |
| 7-5/8in | 193,68 mm | 160 450 | FJWP | TXX160 | |
| 8-5/8in | 219. 1mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4in 311. 15mm | 203 450 | FJWP | TXX203 | ||
| 15-5/8in 396,88 mm | 298 450 | FJWP | TXX298 | ||
| 20 in | 508 mm | 406 450 | FJWP | TXX406 | |
Moara conică
Moara conică alezează restricțiile, carcasa prăbușită și secțiunile de căptușeală și debavurează ferestrele și carcasa cu bici. Capătul inferior al morii conice, cu diametrul său mic, intră în carcasa și căptușeala prăbușită. Apoi marginile alezei ușor spiralate pentru a îndepărta secțiunea de dedesubt până la maxim. diametrul morii.
Moara conică este formată dintr-un corp conic și carbură de tungsten. Conicitatea corpului este de 30 de grade, conul este în formă de aripă, iar suprafața este dură sau cu incrustație de carbură de tungsten.

Tab.3 Parametrul morii conice
| Foraj Dia. Conicitate moara OD Recomandat Lungime (mm) (mm)Şurub Fir(mm) | P.N. Conicitate moara | ||
| 95- 101,6 | 89 | 2-3/8REG 300 | XZ089 |
| 107,9- 114,3 97 2-3/8REG 300 | XZ097 | ||
| 117,5- 127,0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139,7 121 2-7/8REG 300 | XZ121 | ||
| 142,9- 152,4 130 2-7/8REG 300 | XZ130 | ||
| 155.6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187,3 156 3- 1/2REG 300 | XZ156 | ||
| 190,5-209,5 178 3- 1/2REG 300 | XZ178 | ||
| 212,7-241,3 200 4- 1/2REG 300 | XZ200 | ||
| 244,5-269,9 232 6-5/8REG 350 | XZ232 | ||
| 273-295,3 257 6-5/8REG 350 | XZ257 | ||
| 298,5-317,5 279 6-5/8REG 350 | XZ279 | ||
| 320,6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349,3-406,4 330 6-5/8REG 350 | XZ330 | ||
| 406,4-444,5 381 6-5/8REG 350 | XZ381 | ||
Moara de corzi de pepene verde
Pantoful cu șnur de pepene verde este unul dintre instrumentele de frezat în operația de sidetracking. Este folosit pentru repararea carcasei, alezarea și deschiderea canalelor. De obicei este folosit imediat după deschiderea ferestrelor. Marginea de frezare (zona de lucru) a morii de pepene verde intră în contact cu peretele găurii, iar capătul fiecărei margini este proiectat ca un con. Când fereastra este deschisă, moara de pepene poate prelungi fereastra din partea de sus și poate îndepărta depunerile și bavurile rămase pe peretele țevii în timpul tăierii inițiale.

Tab.4 Parametru moara pepene verde
| Diametrul forajului. Șurub (mm/in ) Filet | Zona de lucru OD (mm/in ) | Lungimea zonei de lucru (mm/in ) | Lungime totală (mm/in ) | PN |
| 139,7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139,7 (5- 1/2) NC 26 116 (4-9/ 16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139,7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139,7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146,0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168,3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177,8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
Moara pilot
Moara pilot este proiectată pentru frezarea carcasei, căptușelii, pantofului rotativ sau tuburilor ID mari. Lamele de tăiere îmbrăcate cu material din carbură de tungsten de înaltă calitate fac ca moara pilot Petrozhr să poată atinge o penetrare rapidă cu o uzură minimă. Resturile de tăiere mici și ondulate sunt ușor de îndepărtat. Și capătul pilot este folosit pentru a stabiliza ID-ul obiectului care este frezat.

Tab.5 Parametrul morii pilot
| Foraj Dia. (mm) | Şurub Fir | Zona de lucru OD (mm) | Lungimea lamei de tăiere (mm) | Zona pilot Lungime (mm) | PN |
| 153 2 3/8REG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8REG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2REG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2REG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2REG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8REG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8REG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8REG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8REG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8REG | 331 300 | ≧55 | LYMX331 | ||
Diagrama de aplicare a carburii de tungsten
| Aplicație recomandată | Superloy | Opti-cut | Mâncător de metale | Mâncător de metale cu Superloy |
| Spalator orificiu deschis | √ | √ | ||
| Țeava de foraj de spălare | √ | |||
| Pachet de pietriș pentru spălare | √ | √ | ||
| Garnitură pentru căptușeală Washover | √ | |||
| Ambalator de spălat | √ | |||
| Măcinarea poil | √ | |||
| Frezare Loose Junk | √ | √ | ||
| Ambalator staționar sau frezarea țevilor sau a țevilor | √ | |||
| Măcinat pepene verde | √ | |||
| Frezarea cu corzi | √ |
Poze cu articole de pescuit


 Camera 703 Clădirea B, centrul Groenlandei, zona de dezvoltare hi-tech Xi'an, China
Camera 703 Clădirea B, centrul Groenlandei, zona de dezvoltare hi-tech Xi'an, China 86-13609153141
86-13609153141

